収縮率
織成工程で糸が曲がると、布地内での糸の長さや幅は、元のまっすぐな長さよりも必然的に短くなります。この差を表す割合を製織収縮、または単に織り縮みといいます。それぞれ経糸収縮と緯糸収縮として表されます。.
収縮の原因
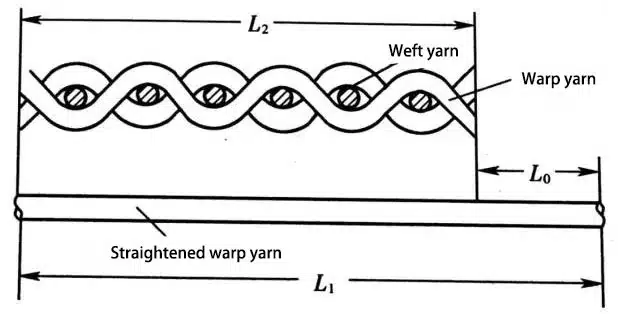
織糸は一本の糸です。経糸と緯糸が織り合わされて生地になる前は、一定の張力下でまっすぐな状態を保つことができます。しかし、製織中、経糸と緯糸は絡み合い、浮き、糸はその元のまっすぐな状態から波打ったり曲がったりした状態に変化し、その長さは短くなります。これにより、生地に様々な構造ができ、織り上がった生地の長さが糸の元の長さよりも短くなり、製織収縮が生じます。.
織物の収縮の根本原因は、経糸(たていと)と緯糸(よこいと)の撚り(より)によるものです。溶融した糸の収縮率を決定する主な要因は、織物中の経糸と緯糸の編み込み回数と、撚りの波の高さです。.
織縮みは、完成品の強度、厚み、密度、重量、外観、および収縮率に影響を与えます。経糸と緯糸の細さや密度、生地の構造、製織工程のパラメータの違いにより、経糸と緯糸の組み合わせにはさまざまな可能性があり、それによって異なる織縮み率が生じます。.
生地の収縮率が高いほど、より多くの原材料が必要となり、その逆もまた然りです。.
収縮率の計算
収縮率の決定および計算方法は、一般的に、一定の長さと幅の布地サンプルを採取し、縦糸と横糸をそっと引き離し、上記の定義に従って測定・計算することです。または、織り工程の関連パラメータに基づいた経験式を使用して求めることもできます。.
1. 経糸収縮率の計算
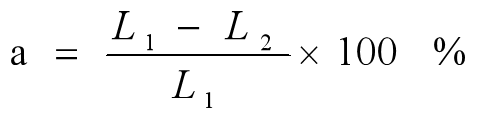
数式において: 経糸収縮率;
L1 — 直線にした後のたて糸の長さ(つまり、元の長さ)。
L2 — 生地のサンプルのたて糸の長さ。.例えば:
布帛サンプルの経糸長は22cmです。サンプルから経糸を2本取り出し、まっすぐに伸ばして長さを測定しました。1本は23.4cm、もう1本は23.6cmでした。布帛サンプルの経糸収縮率を計算してください。(精度のため、通常10本の糸でより高い糸番手を使用できます。)
上記の式によると:L 2 = 22cm
L1 = (23.4 + 23.6) / 2 = 23.5cm
a=(23.5-22)/23.5*100%=6.38%この生地サンプルの経糸収縮率は6.38%です。.
2. 横糸収縮率の計算
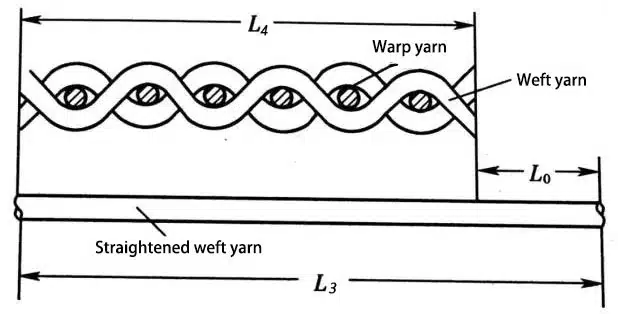
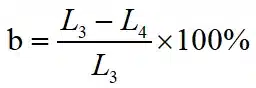
b — よこ糸収縮率;
L3 — 直線にした後のよこ糸の長さ:
L4 — 生地のサンプルにおけるよこ糸の長さ。.例えば:
生地サンプルの緯糸長は25.5cmです。生地サンプルから緯糸を2本取り出し、まっすぐに伸ばして長さを測定したところ、1本は27cm、もう1本は27.2cmでした。生地サンプルの緯糸収縮率を計算してください。.
上記の式によれば:
L4 = 25.5cm
L3 = (27 + 27.2) / 2 = 27.1 cm
b=(27.1-25.5)/27.1 *100%=5.9%この生地サンプルの緯糸収縮率は5.9%です。.
生地の縮みに影響を与える主な要因
原材料組成
繊維原料が収縮率に与える影響は複雑である。一般的に、曲がりやすい糸は収縮率が大きく、塑性変形しやすい糸は収縮率が小さい。.
2.糸の細さ
経糸と緯糸の繊度が異なる糸を織り合わせる場合、繊度が高いほど糸の屈曲性が低くなり、製織収縮率も小さくなる。経糸と緯糸の糸密度が同じで、繊度が高い糸を用いた生地は、製織収縮率が大きくなる。.
3.糸の撚り
高撚りにより糸構造が緊密になり、剛性が高くなるため、収縮性能が悪く、収縮率が低くなります。逆に、低撚りは収縮率が高くなります。.
4. 平均浮力
織物のインターレースポイントが多いほど、平均フロート長は短くなり、経糸・緯糸のクリンプウェーブは多くなり、製織収縮率は増大する。.
5. 生地密度
織り密度が高いほど、経糸や緯糸にはより多くのクリンプ(波状のねじれ)が生じ、生地の収縮率も大きくなります。.
6. 織工程
機械上張力と離脱時間 機械上の張力と脱落時間は、布帛の収縮率と緯糸密度に直接影響します。機械上の張力が高く、脱落時間が早いと、経糸のクリンプが小さくなり、経糸の収縮が減少する一方で緯糸の収縮が増加します。逆に、機械上の張力が低いと、経糸はクリンプしやすくなり、経糸の収縮が大きくなる一方で緯糸の収縮が減少します。.
7. サイズ加工率の影響
サイズ 経糸のサイジング率を高くすると、経糸の収縮率は低くなり、その逆もまた然りです。.
8. 織物工房の温度と湿度:
温度と湿度:織布工房の温度と湿度が共に高い場合、経糸は張力下で伸びやすくなるため、縮小率が低下し、収縮率が増加します。逆に、経糸の収縮率が増加し、緯糸の収縮率が低下します。.